

顺铣和逆铣的区别,及其各自特点是什么?
1、方向不同 顺铣:铣刀的旋转方向与工件的进给方向相同。逆铣:铣刀的旋转方向与工件的进给方向相反。范围不同 顺铣范围:工件表面无硬皮,机床进给机构无间隙时,应选择前铣。
2、逆铣是当铣刀与工件接触面的旋转方向和切削进给方向相反。顺铣是当铣刀与工件接触部分的旋转方向和工件进给方向相同时,即铣刀对工件的作用力在进给方向上的分力与工件进给方向相同。
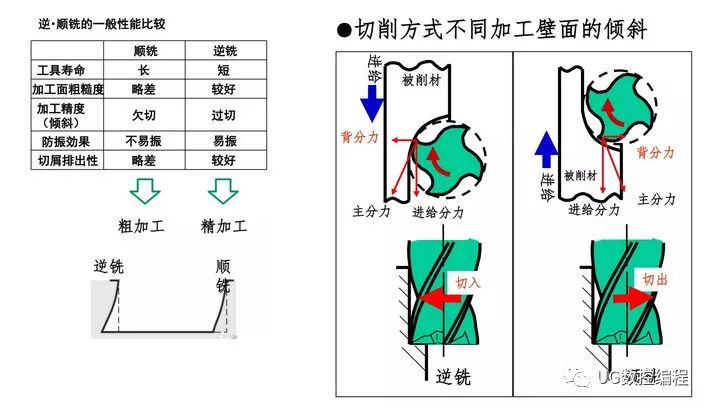
3、(1)逆铣 铣刀旋转方向与工件进给方向相反。铣削时每齿切削厚度从零逐渐到最大而后切出。(2)顺铣 铣刀旋转方向与工件进给方向相同。铣削时每齿切削厚度从最大逐渐减小到零。
4、性质不同:顺铣是铣刀与工件接触部分的旋转方向与切削进给方向相同的铣削方式。逆铣是铣刀与工件接触部分的旋转方向与切削进给方向相反的铣削方式。应力特点不同:顺铣的切削刃主要受到的是压应力。
5、顺铣和逆铣都发球周铣。顺铣时,铣刀旋转方向与工件前进方向一致,其特点:(1)每齿铣削厚度从最大到最小,刀具易切入工件。 (2)平均切削厚度大。(3)顺铣时刀具耐用度高,机床动力消耗较低。
6、从机床分:加工中心、五面铣、镗铣床等使用滚珠丝杠,而且丝杠运行无间隙。这时一般采用顺铣,这样实际后角减小,有利于刀的强度提高,使刀的寿命得到延长。在普通铣床、钻床、车床等使用T型丝杠的机床一般使用逆铣。

什么是顺铣,什么是逆铣?
当铣刀与工件接触部分的旋转方向和工件进给方向相同时,即铣刀对工件的作用力在进给方向上的分力与工件进给方向相同时称之为顺铣;当铣刀与工件接触面的旋转方向和切削进给方向相反时称为逆铣。
逆铣和顺铣是在铣削加工中使用的两种不同的切削方向。逆铣(Conventional Milling)也被称为传统铣削或顺切削,是指刀具逆向旋转,而工件相对静止。在逆铣中,切削力主要作用于刀具推进方向。
逆铣是当铣刀与工件接触面的旋转方向和切削进给方向相反。顺铣是当铣刀与工件接触部分的旋转方向和工件进给方向相同时,即铣刀对工件的作用力在进给方向上的分力与工件进给方向相同。
①铣刀旋转切入工件的方向与工件的进给方向相反称为逆铣;铣刀旋转切入工件的方向与工件的进给方向相同称为顺铣。
固达机械数控龙门铣怎么样?
固达机械数控龙门磨床。产品远销海内外,深受广大客户的赞誉和好评,龙门磨床这个牌子好。
数控龙门铣床的结构特点:固定式床身、工作台移动;主轴箱随溜板上下移动;亦可沿横梁左右移动实现三轴联动;配置22kW主镗铣头。
台湾的不错,当然要是有钱的话选德国日本的更好了。
一般好点的车床车削加工最高可做6级公差带的产品。
固达机械上市了。固达机械专注生产研发数控双面铣床,数控双侧铣床,数控卧式双头铣床,立式平面铣床,数控龙门铣床,双换台平面精铣机,翻板机等数控机械,据调查在2022年11月固达机械上市。
加工中心机床中,铣床加工时什么叫顺铣逆铣
1、当铣刀与工件接触部分的旋转方向和工件进给方向相同时,即铣刀对工件的作用力在进给方向上的分力与工件进给方向相同时称之为顺铣;当铣刀与工件接触面的旋转方向和切削进给方向相反时称为逆铣。
2、逆铣和顺铣是在铣削加工中使用的两种不同的切削方向。逆铣(Conventional Milling)也被称为传统铣削或顺切削,是指刀具逆向旋转,而工件相对静止。在逆铣中,切削力主要作用于刀具推进方向。
3、逆铣是当铣刀与工件接触面的旋转方向和切削进给方向相反。顺铣是当铣刀与工件接触部分的旋转方向和工件进给方向相同时,即铣刀对工件的作用力在进给方向上的分力与工件进给方向相同。
4、刀具吃刀旋转方向与走刀方向一致叫顺铣。刀具吃刀旋转方向与走刀方向相反叫逆铣。
5、定义顺铣:指刀具的切削速度方向与工件的移动方向相同。逆铣:指刀具的切削速度方向与工件的移动方向相反。
6、影响工件的夹紧。铣薄壁和刚度差工件时影响更大。顺铣是指铣刀旋转方向与工件进给方向相同。铣削时每齿切削厚度从最大逐渐减小到零。逆铣是指铣刀旋转方向与工件进给方向相反。铣削时每齿切削厚度从零逐渐到最大而后切出。
cnc数控加工中心顺铣和逆铣的区别
方向不同 顺铣:铣刀的旋转方向与工件的进给方向相同。逆铣:铣刀的旋转方向与工件的进给方向相反。范围不同 顺铣范围:工件表面无硬皮,机床进给机构无间隙时,应选择前铣。
顺铣的功率消耗要比逆铣时小,在同等切削条件下,顺铣功率消耗要低5%~15%,同时顺铣也更加有利于排屑。一般应尽量采用顺铣法加工,以提高被加工零件表面的光洁度(降低粗糙度),保证尺寸精度。
(2)表面光洁度要求高用顺铣,反之用逆铣。(3)加工件表面有硬皮,机床进给机构有间隙用逆铣;加工件表面无硬皮,且机床进给机构无间隙则可用顺铣。
顺铣和逆铣是什么?分别适合于哪些加工场合?
逆铣是当铣刀与工件接触面的旋转方向和切削进给方向相反。顺铣是当铣刀与工件接触部分的旋转方向和工件进给方向相同时,即铣刀对工件的作用力在进给方向上的分力与工件进给方向相同。
区别:铣刀旋转切入工件的方向与工件的进给方向相反称为逆铣;铣刀旋转切入工件的方向与工件的进给方向相同称为顺铣。
顺铣:铣刀的旋转方向和工件的进给方向相同。顺铣的范围:当工件表面无硬皮,机床进给机构无间隙时,应选用顺铣。优点:零件表面的质量好,刀齿磨损小。适合材料:铝镁合金、钛合金耐热合金。
 扫一扫微信交流
扫一扫微信交流
发布评论