
数控加工中心的主轴转数和进给速度怎么算?求详细!!
1、主轴转速:一种是G97 S1000表示一分钟主轴旋转1000圈,也就是通常所说的恒转速。另一种是G96 S80是恒线速,是由工件表面确定的主轴转速。进给速度也有两种G94 F100表示一分钟走刀距离为100毫米。
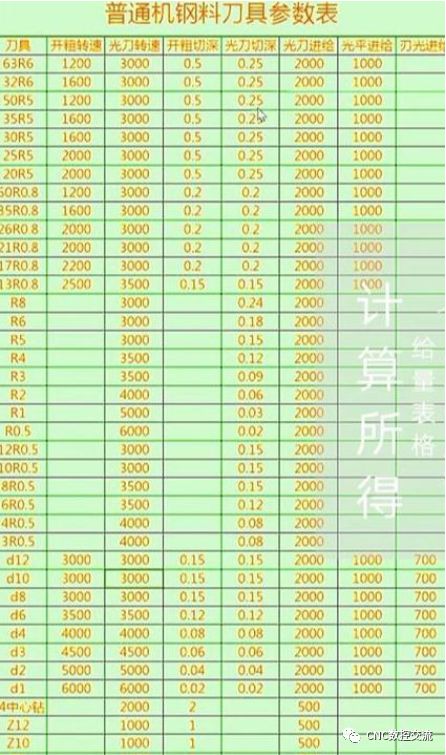
2、数控加工中心的切削转速和进给速度:主轴转速=1000Vc/πD 。
3、切削量和切削速度。切削速度可以根据公式计算,切削速度=(加工直径/14/转速)*1000。例如你要加工直径50mm的孔,刀具的最大切削速度是150m/分,主轴速度=(150/14/50)*1000=955转。

机械零件外协加工单
:找周边的大一些的加工厂,前去拜访,询问是否有外协的加工订单。2:参与一些行业的展会,或者线下的采供对接会,当面结识采购,匹配订单。
机械零件加工找订单,主要有以下具体方法:通过你们行业内的人脉,如其他零件加工企业的销售人员,辅料的供应商,工业园区负责人,行业协会的人员等等,联系到零件加工订单。
方法1:首先寻找目标客户,利用网络么。国内、国外只要有E-mail的就发送,每天保持200封以上,不出6个月肯定会接到订单。
(1)百度+360两个搜索引擎,做竞价、做SEO、做爱采购、做慧优采、做360实力商家,一切为了排名获取流量。(2)做168淘宝这两个电商平台。找机械加工订单,可以表现为线下和线上。线下找订单,比如可以上门、电话等方式。
如果你是生手,那你把它当做0看待。因为你不知道你面对的是什么样的客户,有没有实体公司?信用度?有没有负载等,都不清楚。大部份都很难拿到钱,建议还是找熟人介绍的方式承接。
材料费,加工费(包括设备折旧,员工费用,水电,包装),杂项费(运输,管理),税,还有利润,还要考虑量大量小的问题。
数控加工中心中钻头的转速和进给量是如何换算的?
每转进给量算。要看钻头和工件的材料,钻头直径d,加工中心主轴功率等.如果是高速钢钻头钻钢件,经验公式约为:转速n=15000/d,f=d/50(rpm),具体要参考相关的工艺手册或钻头生产厂家推荐的参数。
F=S×fF=mm/min(进给速度)S=主轴转速f=每转进给量 不同直径的钻头加工的材料不同,转速和进给差异极大。d10白钢钻头,加工45#刚,s=800,f=100相同情况下,直径越大,转速越低。
表示主轴每转一圈,刀具进给尺寸为0.1毫米。一般的数控硬质合金刀片的线速度能达到200m(加工钢件)左右,你可以根据线速度来计算你的转速,转速=线速度X1000÷14÷刀具直径。F=转速X每刃进给量X刃数。
加工中心的钻头转速和走刀进给应该根据以下几个因素进行计算:切削材料的硬度和类型:不同的材料有不同的硬度和切削特性,需要针对性地确定转速和进给。
其中,Vc为切削速度,Dc为铣刀直径,n为转速,π取14,1000是一个单位换算系数。进给量 F = f×Z×n,单位:mm/min 其中,F为进给量,f为每齿进给量,Z为铣刀齿数,n为转速。
 扫一扫微信交流
扫一扫微信交流
发布评论